
我们为您呈现的护栏防撞护栏立柱专注细节专注品质产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:护栏防撞护栏立柱专注细节专注品质的图文介绍
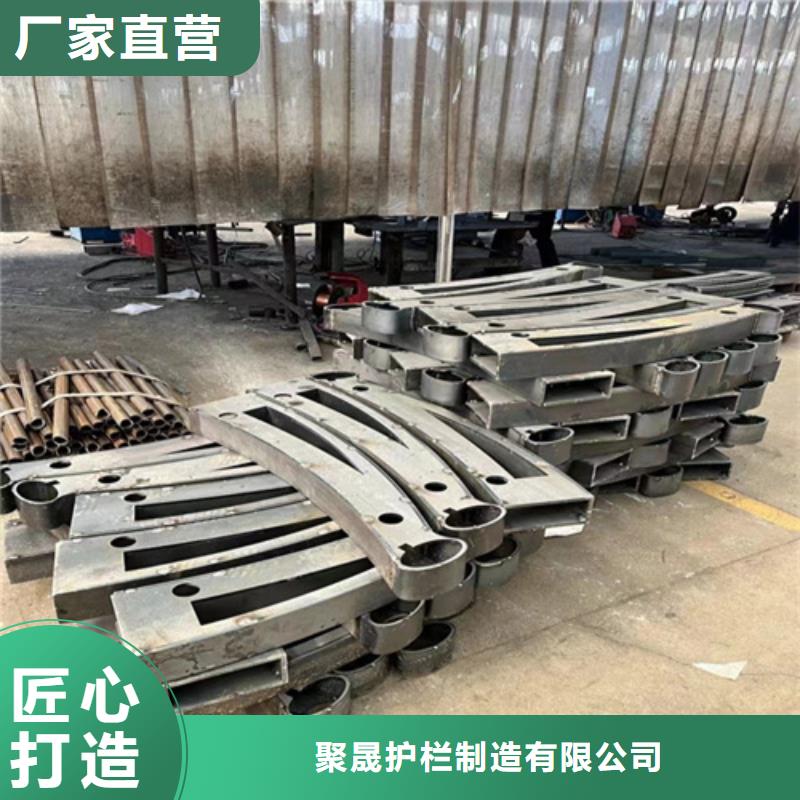
汕尾【热镀锌立柱】
聚晟护栏制造有限公司
技术成熟 品质保障 售后无忧


汕尾【热镀锌立柱】的详细介绍
诚信可靠 实力优品

聚晟护栏制造有限公司主要生产和销售 广东汕尾【热镀锌立柱】等,集 广东汕尾【热镀锌立柱】产品设计,研发和生产于一体。所有 广东汕尾【热镀锌立柱】产品采用国际质量标准,产品远销海外,享誉海内外众多市场。公司年销售额1000w。为了保证客户的满意度,我们引进了先进的设备设施,并在 广东汕尾【热镀锌立柱】生产各个环节贯彻完整的质量检查措施。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。